Infrared Combustion Chamber Camera PYROINC 640BL – Intelligent Monitoring for Recovery Boilers
The combustion of black liquor is a critical process for energy generation and chemical recovery. To minimize emissions and maximize safety, precise online monitoring of temperature and the char bed is essential.
Exclusive Solution for Nozzle Optimization
A particular highlight of our system is the targeted monitoring of black liquor nozzles. Thanks to specialized radial optics, the camera enables:
- Active Process Optimization: The feeding of black liquor can be monitored online and precisely optimized.
- Visual Control: Monitor the spray patterns of the black liquor sprayers in real time.
- Condition Assessment: Evaluate the condition of the boiler walls and the nozzle areas directly during ongoing operation.
Superior Infrared Technology
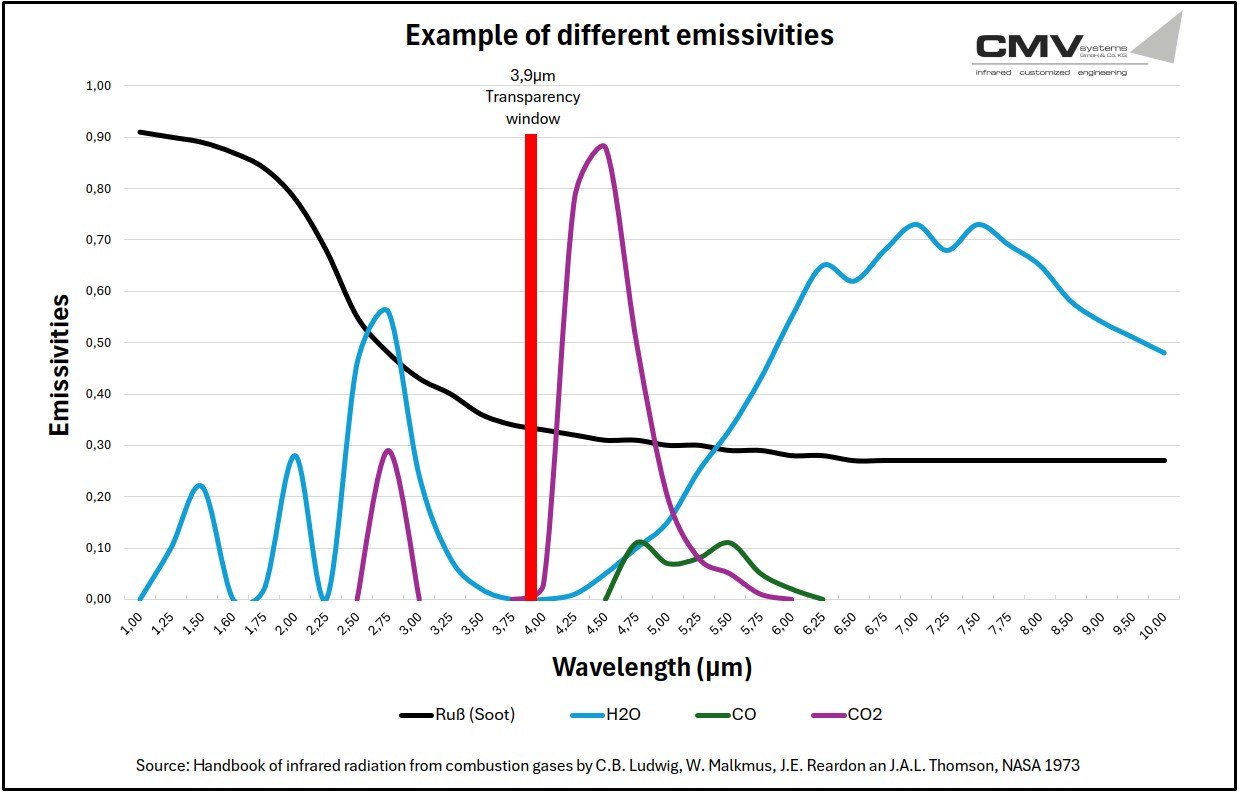
The PYROINC 640BL operates in a specialized spectral range of 3.9 µm. In this range, most gases in the combustion chamber are transparent, allowing for a significantly better view of the char bed compared to conventional TV or NIR systems.
- High Resolution: 640 x 480 pixels with a measurement frequency of 50 Hz for smooth live images.
- Wide Measurement Range: Precise temperature detection from 600°C to 1,450°C (1,112°F to 2,642°F).
- Maximum Safety: Since the system is exclusively air-cooled, there is no risk of smelt-water explosions caused by the sensor equipment.
Turnkey Complete System from a Single Source
We do not just deliver a camera, but a ready-to-use complete solution:
- Automated Retraction Device: Protects the camera from overheating by autonomously retracting the probe from the boiler in the event of cooling failure or malfunctions.
- Media Monitoring Control Cabinet: Central unit for controlling cooling air and system status for maximum operational reliability.
- Evaluation Unit with Professional Software: Display of online images directly in the control room as well as interfaces (ProfiNet, Profibus, WAGO) for transferring temperature data to your Distributed Control System (DCS).
Our Service Promise
Our team of experts supports you for smooth operation:
- Installation & Assembly: Professional installation of the entire system into your plant.
- Commissioning: Individual adjustment and on-site system testing.
- Training: Comprehensive instruction for your personnel on software operation and the interpretation of thermographic data.
Would you like to increase the efficiency of your black liquor combustion? Contact us for a consultation or an individual quote.
Downloads
CMV_RecoveryBoiler_Dreh_2026.pdf
Download